
滚筒印花机的结构和工作过程
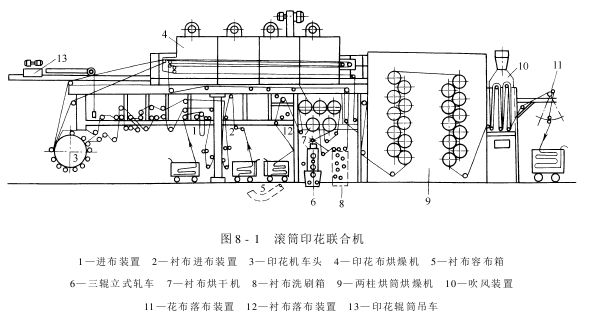
滚筒印花是采纳表面刻有凹版(阴纹)或凸版(阳纹)花纹的铜辊进行印花的。所以,滚筒印花机又喊铜辊印花机。刻有花纹的铜辊简称印花滚筒。阳纹主要用于毛条印花,阴纹主要用于棉、涤/棉与化学纤维等面料的印花。按铜辊罗列的形式,可分为辐射式、站式与倾斜式三种;按印花套色数可分为四色、六色、八色、十色;按只在面料的一面或同时在两面印花,可分为单面印花机与双面印花机。其中,常用的是八色辐射式单面滚筒印花机。 一、设备结构与工作过程 滚筒印花机必须和其他单元机与通用装置组成印花联合机,如图8-1所示。它主要由进出布装置、印花车头、热风预烘机、烘筒烘燥机、传动装置等组成。
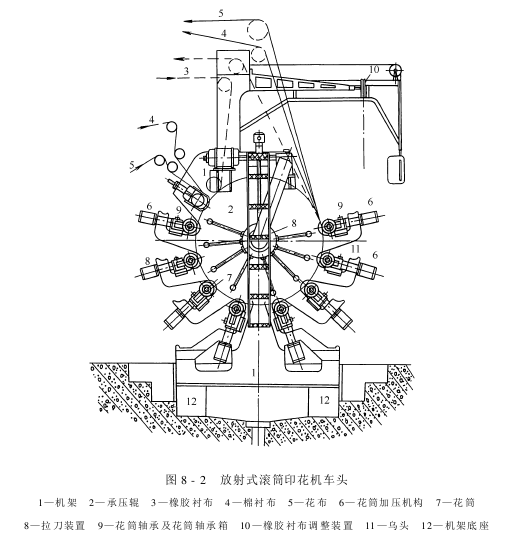
11进布装置 滚筒印花机的进布装置分为衬布进布与白布进布装置。衬布进布采纳紧式,白布进布多采纳松式,以超喂的形式喂入,使布料以布环的形状悬挂,用光电管操纵进布超喂辊的速度,保证白布呈松弛状态进入车头,使布料张力一致,达到优良的印制效果。无衬布印花机只设白布进布装置。 21印花车头 印花车头是滚筒印花联合机的核心部分,主要由机架、花筒、承压滚筒(也喊承压辊)、加压机构、给浆装置、对花装置及传动装置等组成,如图8-2所示。习惯上把进布喂入点的一面称后车,出布一面称前车。 (1)机架:机架俗称墙板,用来承载承压辊、花筒、花筒加压机构、给浆装置等的分量。由灰口铸铁铸造,左右各一块,下部装在两块横置的底板上,上部有横梁做撑挡连接,中空,呈放射形,均匀地罗列着两对压布辊轴承座及多对花筒轴承箱。中心滑道为承压辊轴承座。 (2)承压辊:承压辊是一个铸铁制成的空心辊,装在承压辊轴承座上,转动丝杆,可使承压辊上下挪移。承压辊轴芯较长,轴头两端伸出机架外,一端装有拉刀装置,另一端活套一只花筒中央齿轮,该齿轮和各只花筒上的齿轮啮合,传动各只花筒,承压辊又由花筒摩擦传动,从而幸免花筒间周长的误差累积。
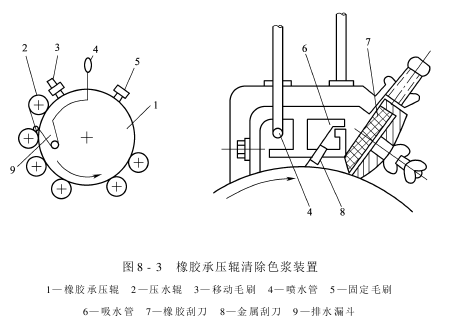
承压辊的直径普通为750~1350mm,由套色决策。套色越多,直径越大。如四色印花机的承压辊直径为750mm,而八色印花机承压辊的直径为1050mm。承压辊的直径普通以小为宜,因为直径小,在同样压力下单位面积的受压就大,有利于印制精细花型。其它,直径小,体积、分量亦小,有利于安装与调试。 承压辊表面应具有肯定的弹性,才干使花纹印制清楚。为此,有的在铸铁辊外面包以12~22层麻经毛纬的毛衬布,喊毛衬布承压辊,有的在铸铁辊表面浇铸一层均匀的橡胶,喊橡胶承压辊。 使用毛衬布承压辊印花时,毛衬布外面要套一层表面光洁、厚度和硬度均匀的无接头环形橡胶衬布,以辅助毛衬布的弹力,爱护毛衬布,遮盖毛衬布的粗糙表面及接头印。为预防印花色浆渗透沾污橡胶衬布,在橡胶衬布和印花布料之间垫有幅度比花筒稍宽的棉或聚酯纤维衬布,喊印花衬布。习惯上称毛衬布、橡胶衬布与印花衬布为“三布”。 为节省工业用布,降低消耗,现在除1600型印花机外,大都使用橡胶承压辊代替“三布”印花,即采纳无衬布印花。橡胶承压辊胶层厚10~15mm,硬度为HSA94~96。要求胶面平坦、耐压与耐化学腐蚀。橡胶承压辊易被渗透的色浆沾污,用橡胶承压辊直接印花,必须用如图8-3所示的洗除色浆装置清除残留在承压辊表面的色浆,幸免沾污印花布料。它不适宜印制套色较多与大面积花纹的花样及稀薄布料。
(3)花筒:花筒是由铜锌合金(含铜97.5%~98%,含锌2%~2.5%)用离心法浇铸而成的空心圆筒,装在花筒轴承座上。 花筒的结构如图8-4所示。花筒内孔为锥孔,锥度为1∶288,和相应锥度的花筒轴匹配,花筒内孔有凸形长键,轴上有凹形键槽,两者密切配合,以保证相对稳定。花筒轴用45 钢制成。 装花筒时,常在花筒内孔和轴外圆间垫衬纸片,再用花筒拆机横向加压,把轴压入筒内,使其固定。
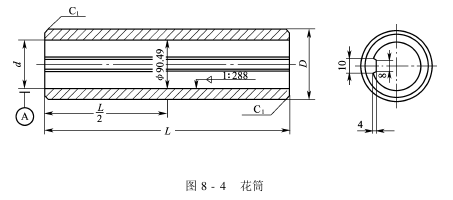
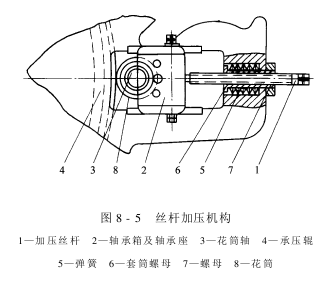
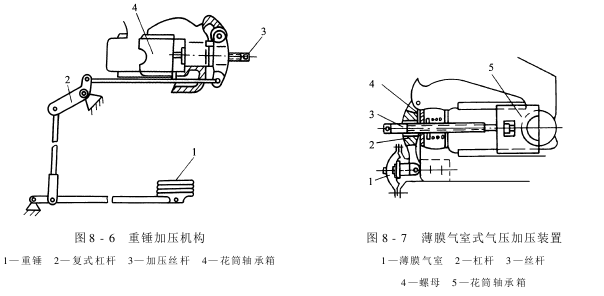
新花筒的周长为440~450mm。花筒可重复使用,当刻制新花纹时,可车去筒面旧花纹,磨光后再雕刻新花纹。当花筒的周长小于350mm时,则不可再使用。每套花样的各只花筒的周长必须相等,同意误差±0.1mm。花筒雕刻后须在筒面镀铬,以提高其硬度与光洁度,增添其耐磨性与耐腐蚀性,以延长使用寿命,预防筒面不光洁造成印花疵病。通常,按布料前进方向顺序,依次给花筒编号,喂入处为1#,其余类推。 (4)花筒加压机构:加压机构通过花筒轴两端轴承对花筒施加压力。为了使印制图案清楚,左右印浆均匀,施加压力大小必须适当,施压太轻,印出的图案颜色就浅,甚至露底,太重则会含糊失真,还会额外地增添动力损耗,加剧零件磨损。通常粗线条、大花纹的花筒与作为光版的压辊用轻压,细线条、云纹与雪花的花筒用重压。线压力范围为100~600N/cm,常用200~400N/cm。随花筒长度的不同,每只花筒的总压力可达2×104~8×104N。此外,加压机构还应满足如下工艺与操作要求: ①既能集中操纵花筒与轴承座的进退,又能分离精确调节左右两边的压力大小。 ②加压系统应富有弹性,当布的接头通过压点或轴有弯曲时,能起缓冲作用,减少压力波动。 花筒加压方式很多,有丝杆加压、重锤杠杆加压、气压加压与液压加压等。 a.丝杆加压:老式印花机的首末两号花筒常用丝杆加压,结构如图8-5所示。由于套筒螺母用滑键定位在机架上不能转动,旋动丝杆加压时,使花筒表面和承压辊表面相压。当压力逐渐增大时,螺母受反力向后退,使套在螺母后的弹簧受压,从而借弹簧的弹力通过套筒螺母与调节丝杆加压于花筒。弹簧在印花时能起到缓冲作用,压力的大小决策于弹簧压缩力,花筒卸压时将丝杆反转即可。 b.重锤杠杆加压:老式印花机除首末两号花筒以外,其余的花筒均采纳重锤杠杆加压,如图8-6所示。它是通过一套复式杠杆,利用重锤分量来施压的,加卸压原理同弹簧加压机构,仍旧靠弹簧起缓冲作用。
以上两种加压机构结构容易,易于创造与维修,弹簧可起缓冲作用,但为手动操作,压力没有指示,且使用肯定时间后,工作状态不够稳定,因此目前多改用流体加压。这样,不仅提高了机械化程度,减轻了劳动强度,而且各花筒两边的压力都可通过压力表集中指示,为提高印花质量制造了良好条件。 c.气体加压机构:图8-7所示是薄膜气室式气压加压装置。它是用压缩空气直接作用于气膜,经一级杠杆放大压力,由丝杆加压于花筒轴承上实现的。此机构结构容易,但仍需要转动丝杆调节花筒压力,故很少使用。
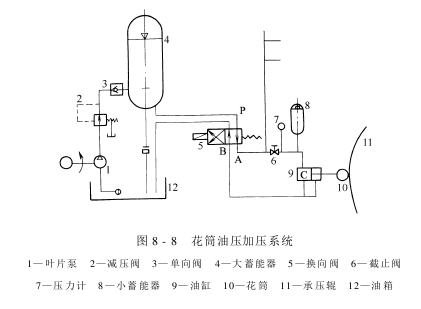
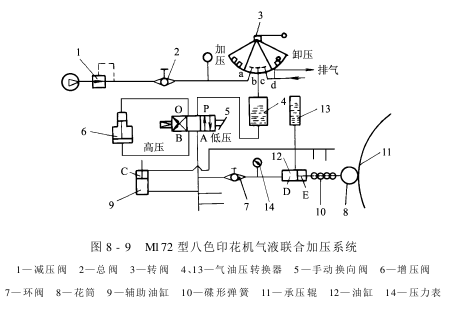
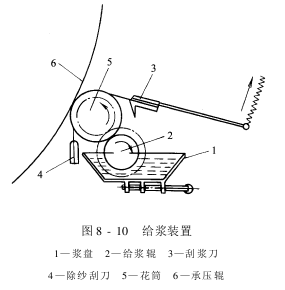
d.油压加压机构:如图8-8所示为花筒油压加压系统。由叶片泵输出的中压级压力油,经减压阀与单向阀,进入大蓄能器油箱。当换向阀处于加压位置时,压力油经PA通道分离进入输向各花筒加压油缸的油路。印花时,开启截止阀,压力油进入小蓄能器与油缸C室,使花筒压向承压辊,当压力达到所需值时,关闭截止阀,油缸的工作不受其他油路的影响,并因小蓄能器的作用而稳压。卸压时,先开启截止阀,再将换向阀转至卸压位置,则油缸中的压力油归流入油箱,油缸活塞杆将花筒拉离承压辊。 e.气液联合加压机构:M172型八色印花机采纳气液联合加压系统,加压原理如图8-9所示。加压时,600~700kPa的压缩空气经减压阀、总阀,进入转阀向气、油压转换器中的油施压,加压的油经手动换向阀输向各号花筒,此时,转阀处于加压位置,油路a、b接通,尽成加压。当手动换向阀处于低压位置时,PA接通,压力油经环阀进入油缸的D室,向花筒加压;换向阀处于高压位置时,PB接通,压力油进入增压器的下部,增压后由上部输出,经换向阀的OA油路与环阀进入油缸的D室,向花筒加压。当花筒的左右压力达到所需值时,关闭环阀,使加压油路稳定。卸压时,将转阀转至卸压位置,此时,a和c、b和d分离接通,压缩空气将气油压转换器中的油压进辅助油缸的C室,通过OA油路使增压器的活塞下降复位,再开启环阀,将手动换向阀置于低压位置,气油压转换器中的油进入油缸的E室,使D室的油返归气油压转换器中,油压降为零,花筒卸压。 (5)给浆装置:给浆装置由浆盘、给浆辊、刮浆刀与除纱刮刀等组成,如图8-10所示。每只花筒配备一套给浆装置。
浆盘用薄铜板或不锈钢薄板制成,可在机架上装卸,并可通过调节螺栓调节其位置。色浆可用齿轮泵或气动活塞泵从浆桶赠至浆盘,并由浆盘上的小型液位操纵器自动操纵输浆量。 给浆辊由花筒轴端的齿轮带动或由花筒面摩擦带动。给浆辊转动时,把色浆传递给花筒,再借左右往复挪移的刮浆刀刮去花筒表面多余的色浆,使色浆藏在花筒阴纹的斜线内,印到布料上形成花纹。给浆辊有猪鬃辊、棕毛辊、橡胶辊与尼龙辊等几种。由于猪鬃辊与棕毛辊都不能同时适应碱性与酸性色浆,且难洗净,易落毛,而橡胶辊不能有效地刷除嵌附在花筒斜纹线里的纱头、浆块与其他固体杂质,因此,普遍采纳尼龙辊。
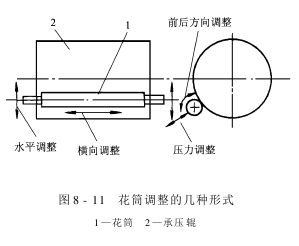
刮浆刀用高碳钢或不锈钢制成,即蓝钢刀与白钢刀两种。蓝钢刀性脆,白钢刀性韧,且耐化学腐蚀。为了增添刮浆刀片的刚性,在其背面再装入一片衬垫刀片。刀片的厚度,常用“隔距”号数来表示。号数越大,刀片越薄。常用刮刀号数为18#~26#,常用铜刀号数为24#~26#。刮刀的长度应比花筒长出30~35mm。为了爱护花筒花纹与刮刀,充分发挥刮浆效用,印花时刮浆刀由拉刀装置带动,沿花筒轴向做往复休闲。原来拉刀装置都由承压辊驱动,刮浆刀往复休闲的频率随车速变幻,对刮浆效果有不良影响,现均已改用单独电动机传动。 除纱刮刀,习惯称小刀,用黄铜或磷铜制成,故也称作铜刀,安装在花筒反转方向的前方,和刮浆刀相对,又喊做铜刀。除纱刮刀普通固定不动,用螺旋拉簧或重锤加压。它有两个作用:一是刮除附着于花筒上的纱头与绒毛等杂质,二是刮除粘附在花筒表面的残浆,幸免产生嵌花筒印疵与减少传色。 (6)对花装置:在多套色印花时,各花筒花纹的相应部分,必须按标准花样要求保持准确的相对位置。因此,印花机必须有调节精度高、结构容易、性能可靠、操作方便灵便的对花机构。 花筒的调整形式如图8-11所示,包含压力调整、水平调整、横向调整与前后(按布料经向运行方向)方向调整等。后三种形式的调整确定了花筒的空间位置,直接影响对花精度。
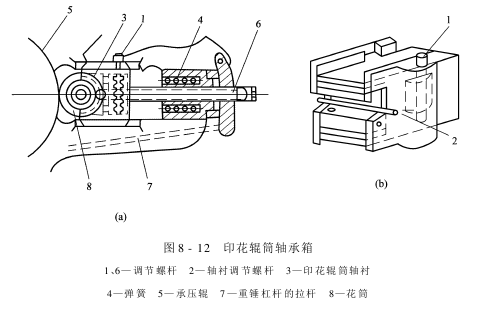
①压力调整:压力调整即通过调节花筒轴承外侧花筒加压机构中的丝杆、重锤或调压阀等调节花筒两端的压力,使花筒左、中、右的线压力一致。或者调整前后花筒的压力,使布料在花筒间具有适当的张力。 ②水平调整与横向调整:水平调整与横向调整是通过转动花筒轴承箱的水平调整螺杆与横向调整螺杆来实现的。花筒轴承箱的结构如图8-12所示。轴承箱安装在左右机架辐射型部位上,作为花筒轴的支承处。
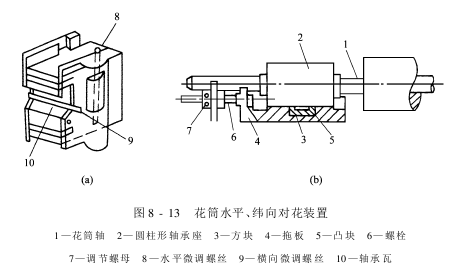
水平调整即调整花筒两端的高低位置,使花筒达到水平,俗称上下对花。它通过旋转花筒轴承座水平调节螺杆,使轴瓦(或滚动轴承套筒)上下挪移,使花筒水平微调尽成对花,如图8-13(a)所示。 横向调整即调整花筒的轴向位置,又喊横向对花或纬向调整,是通过调节花筒左端或右端轴承箱中的横向调节螺杆推动铜轴瓦做左右挪移,从而使花筒横向微调尽成对花的,如图8-13(a)。另一种改进型横向对花装置只需在一端操作,结构如图8-13(b)所示。花筒轴的圆柱形轴承座上的凸块嵌在托板的方块3内,托板上连有不能转动的螺杆,套在螺杆上的调节螺母只能转动而不能沿螺杆6的轴向挪移。转动螺母使螺杆发生轴向挪移,从而使托板通过方块与凸块,带动轴承做横向挪移,使花筒做横向调整,实现横向对花。 ③前后方向调整:前后方向调整即调整花筒圆周方向的超前或滞后,也喊前后对花或周向对花。花筒前后方向的调整,实际上是通过旋转花筒的角度来实现的,而这种角度的调整又是通过花筒转速的变幻来尽成的,是一种动态的调整。常见的调整机构有电磁对花装置、电动对花装置和蔼动对花装置等几种。
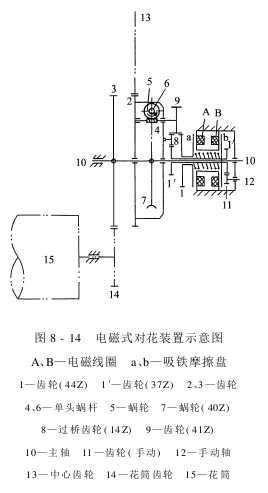
a1电磁对花装置:如图8-14所示,直接和齿轮9啮合的齿轮1活套在齿轮1′的套轮轴上,齿轮1′和9之间装有过桥轮8,齿轮9和蜗杆4同轴。
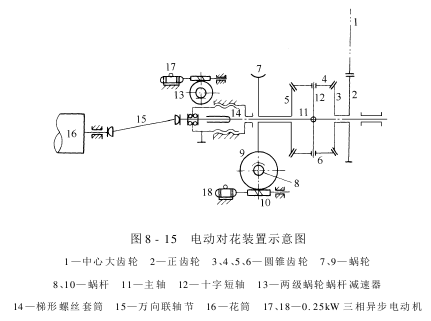
正常运转时,电磁铁A、电磁铁B不通电,主轴10上的各齿轮的转速相等。需要对花时,按下按钮,电磁铁A或电磁铁B通电,吸住摩擦盘a或摩擦盘b,使齿轮1或1′停转,齿轮9转动或反转,通过周转轮系,使齿轮3与花筒齿轮14获得一个附加转速(增大或减少),从而使花筒和布料产生相对位移,达到前后对花的目的。位移大小和按钮的时间长短成正比。 电磁对花装置操作安全方便,能延续对花,但结构较复杂,性能不够稳定,目前已较少采纳。 b1电动对花装置:又喊电差动对花装置,是目前普遍使用的对花方式,可分离进行前后对花与横向对花,如图8-15所示。 周向对花:由中央大齿轮传动的正齿轮2与蜗轮7,活套在主轴11上,正齿轮2与圆锥齿轮3连为一体,蜗轮7与圆锥齿轮5连成一体,圆锥齿轮3与圆锥齿轮5的齿数相等。圆锥齿轮4与圆锥齿轮6的齿数相等并活套于十字短轴12上,十字短轴(或转臂)和主轴11相连接,构成了一套周转轮系。圆锥齿轮5由0.25kW、1400r/min的三相异步电动机通过二级蜗轮副减速传动。
横向对花:由于万向联轴节右端嵌入主轴左端内,既能随主轴归转,又可沿主轴的轴向稍做左右挪移。正常运转时,三相异步电动机不转。需要横向对花时,按下相关按钮,三相异步电动机17正转或反转,通过二级蜗轮、蜗杆减速器减速,传动外螺纹壳体,驱动万向联轴节带动花筒沿轴向稍做左右挪移,达到横向对花目的。 电动对花装置能进行周向与横向延续对花,按钮集中操纵,操作安全方便,但结构较复杂,占地面积大。 c1气动对花装置:图8-16所示是M172型印花机的气动对花装置原理图。齿轮1、2、3与转臂H构成周转轮系,齿轮4′、5′与4、5各构成一对同轴心线的不同轴齿轮。正常运转时,薄膜气室6′、6都不通压缩空气,齿轮4′、4与5′、5分离各由主轴上的齿轮3′与转臂H上的齿轮Z H传动而各自以肯定的转速归转。周转轮系不起作用,齿轮1、3与转臂H按同一方向以相同速度绕OO′轴归转,齿轮2绕OO′轴公转但不自转。需要周向对花时,按下气阀,使气膜室6′或6通入压缩空气,将齿轮4′或4向左推,齿轮4′和5′或4和5的端面齿啮合,齿轮5′或5以4′或4的速度转动。通过转臂齿轮Z H 使转臂H得到一个附加转速,通过周转轮系使主轴OO′产生一个附加转速,从而实现周向对花。也可在停车时,转动手动齿轮7,调节花筒的周向位置,进行手动对花。 对花尽成后,排出气室中的压缩空气,离合器脱开,花筒即可按正常运转速度印花。在图中K处装有弹力制动销,可预防惯性逃花。
气动对花装置结构较容易,创造较方便,对花气阀可集中操纵,延续对花,对花稳定,但应加强对薄膜气室与轮系的维护保养。 (7)传动装置:印花联合机的传动,由于变速范围广(从“寸行”到120m/min),故普通都用交流整流子电动机,经减速器减速后,传动中央齿轮,再传动花筒,然后经被动的承压辊传动烘燥、出布等部分。即采纳整体传动方式,如图8-17所示。 为了有利于印花与烘燥两部分的车速协调,现多改为中央齿轮轴通过链条传动烘燥部分,其间装有车速调节装置。此外,在烘燥部分还配有专用电动机单独传动,以便预热、洗涤与处理故障。近年来,印花联合机各主要部分大都采纳电磁转差离合器与直流电动机单独传动,自动同步调速,即多单元机单独传动的方式。
AAADFWGREGTR
相关文章

